
PVC挤出机生产的塑料颗粒出现空心,这可能会影响其质量和适用性。您的颗粒造粒机曾经生产过中空塑料颗粒吗?您是否正遭受这个问题的困扰?今天,在本文中,我们将讨论发生这种情况的原因以及如何让您的 PE 造粒机生产更高质量的塑料颗粒。
PVC挤出机原料水分含量高
PVC挤出机进料的原材料水分含量过高是造成塑料颗粒中空的主要因素。高水分含量会在切粒机造粒过程中产生蒸汽,阻碍塑料的正常塑化。蒸汽膨胀会导致塑料颗粒内部形成空隙,从而产生中空塑料颗粒。因此,在原材料进入PE造粒机前,确保其水分含量符合生产要求非常重要。我们建议在塑料造粒生产线中加入塑料干燥机,以有效干燥原材料。

颗粒造粒机温度
PVC挤出机的温度对于塑化过程至关重要。如果颗粒造粒机的温度太低,废塑料就不能充分塑化。这可能导致塑料颗粒内存在未熔化的区域。这些未熔化的区域可能在冷却和固化过程中产生空隙,从而形成空心塑料颗粒。因此,在生产过程中保证PE造粒机的温度满足生产要求,以保证塑料充分塑化非常重要。

冷却槽温度过低
在塑料造粒生产线中,冷却罐位于 PVC 挤出机后面。其主要作用是对从PE造粒机出来的塑料进行有效冷却,保证塑料颗粒的形状和质量保持稳定。如果冷却浴中的水温太低,塑料颗粒会冷却得太快。这可能会导致塑料颗粒的外层固化,而内部仍保持液态。这可能会导致塑料颗粒内部出现空隙和收缩。因此,在冷却过程中保证适当的水温很重要,以避免塑料颗粒空鼓的问题。
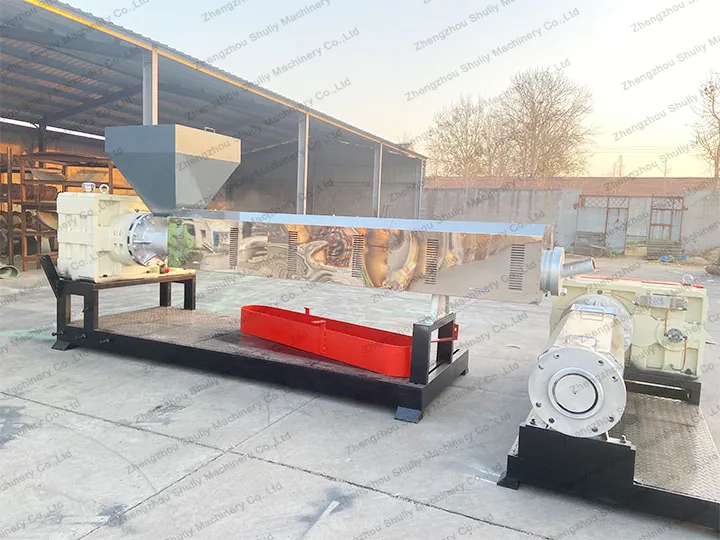
PVC挤出机生产的塑料颗粒出现中空,通常与原材料水分含量、切粒机温度以及冷却温度等因素有关。所有这些因素都会影响塑料的塑化和固化过程,从而导致颗粒内部出现空隙和收缩。为了解决这个问题,我们需要在PVC挤出机造粒过程中严格控制机器温度和原材料水分含量。