
Les granulés de plastique produits par les extrudeuses de PVC semblent creux, ce qui peut affecter leur qualité et leur applicabilité. Votre granulateur de granulés a-t-il déjà produit des granulés de plastique creux ? Souffrez-vous de ce problème ? Aujourd’hui, dans cet article, nous allons discuter des raisons pour lesquelles cela se produit et comment vous pouvez faire en sorte que votre machine de granulation PE produise des granulés de plastique de meilleure qualité.
Teneur en humidité élevée de la matière première de l'extrudeuse de PVC
Une teneur en humidité trop élevée dans la matière première entrant dans l'extrudeuse de PVC est un facteur majeur dans le creusement des granulés de plastique. Une teneur en humidité élevée crée de la vapeur pendant le processus de granulation dans le granulateur de granulés, ce qui empêche la plastification correcte du plastique. L'expansion de la vapeur peut provoquer la formation de vides à l'intérieur des granulés de plastique, entraînant des granulés de plastique creux. Par conséquent, il est important de s'assurer que la teneur en humidité répond aux exigences de production avant que la matière première n'entre dans la machine de granulation de PE. Nous recommandons d'intégrer une machine de séchage de plastique dans la ligne de granulation de plastique pour sécher efficacement la matière première.

Température du granulateur de pellets
La température de l'extrudeuse de PVC est essentielle au processus de plastification. Si la température du granulateur de pellets est trop basse, les déchets plastiques ne peuvent pas être entièrement plastifiés. Cela peut entraîner la présence de zones non fondues au sein du granulé de plastique. Ces zones non fondues peuvent créer des vides pendant le processus de refroidissement et de durcissement, ce qui donne lieu à des granulés de plastique creux. Par conséquent, il est important de s'assurer que la température de la machine de granulation de pe répond aux exigences de production pendant le processus de production afin de garantir que le plastique est entièrement plastifié.

La température du réservoir de refroidissement est trop basse
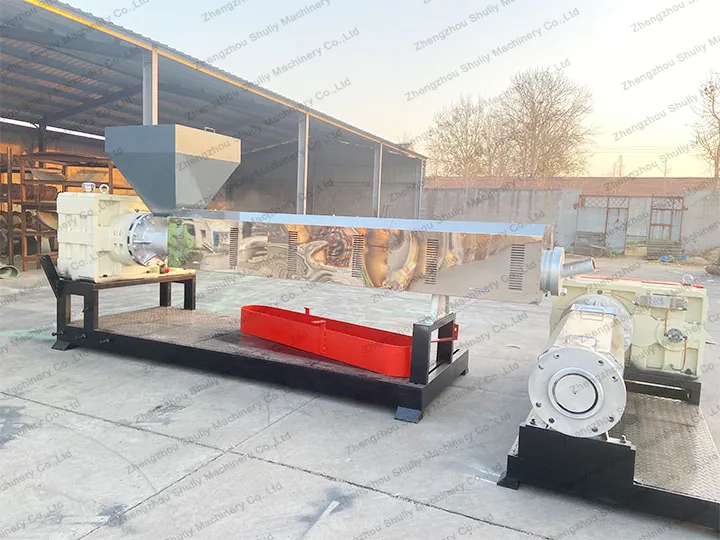
Dans une ligne de granulation de plastique, le réservoir de refroidissement est situé après l'extrudeuse de PVC. Sa fonction principale est de refroidir efficacement le plastique après sa sortie de la machine de granulation PE afin de garantir que la forme et la qualité des granulés de plastique restent stables. Si la température de l'eau dans le bain de refroidissement est trop basse, les granulés de plastique refroidiront trop rapidement. Cela peut provoquer la solidification de la couche externe de la pastille de plastique tandis que l’intérieur reste fluide. Cela peut provoquer des vides et un retrait à l’intérieur du granulé de plastique. Par conséquent, il est important de garantir une température appropriée de l’eau pendant le processus de refroidissement pour éviter le problème des granulés de plastique creux.
L'apparition de vides dans les granulés de plastique produits par une extrudeuse de PVC est généralement liée à des facteurs tels que la teneur en humidité de la matière première, la température du granulateur de granulés et la température de refroidissement. Tous ces facteurs affectent le processus de plastification et de durcissement du plastique, entraînant des vides et un rétrécissement à l'intérieur des granulés. Afin de résoudre ce problème, nous devons contrôler strictement la température de la machine et la teneur en humidité de la matière première pendant le processus de granulation de l'extrudeuse de PVC.